通过对Al-N-Al太阳能选择性吸收涂层沉积工艺的研究,分析了该涂层膜基结合强度较差的原因,进行了不同沉积工艺条件下的涂层膜基结合强度、吸收率和热损试验,对试验结果进行了仔细的分析,优化确认在Al-N-Al太阳能选择性吸收涂层沉积工艺基础上实施第N层充N2气体工艺,可以较好的提高涂层的膜基结合强度,同时保证涂层的吸收率和集热管的热损不发生明显的下降。 关键词Al-N-Al涂层膜基结合强度吸收率 0前言 随着磁控溅射沉积Al-N/Al太阳能选择性吸收涂层技术的推广应用,以此为基础开发的全玻璃真空太阳能集热管和太阳能热水系统也得到了飞速的发展。同时,以Al-N/Al太阳能选择性吸收涂层为技术基础的多种类型太阳能选择性吸收涂层的研究也得到了快速度发展,如SS-C/Cu、SS-C/Al-N/Cu、Al-N-Al等复合太阳能选择性吸收涂层,开始从实验室走入市场,并因其具有更为优越的性能而将逐渐取代Al-N/Al太阳能选择性吸收涂层。但是,在沉积该类涂层减反层的工艺流程中,采用了含C的气体,如CH4、C2H2气体,导致涂层膜基结合强度较差,影响了涂层质量和产品合格率。笔者以Al-N-Al太阳能选择性吸收涂层为研究对象,通过对沉积工艺机理的研究,对不同工艺条件下的涂层沉积工艺、膜基结合强度试验、涂层吸收率及集热管热损进行了试验,以求得该类涂层较好的膜基结合强度和易行的沉积工艺。 1试验原理 太阳能选择性吸收涂层主要由3部份组成,即红外反射层、太阳能选择吸收层和减反层。Al-N-Al太阳能选择性吸收涂层则是采用反应磁控溅射方法,以纯铝涂层作为红外减反层,以渐变或干涉型Al-N涂层作为太阳能吸收层,以Al-C涂层作为减反层沉积而成的。其中,作为减反层的Al-C涂层则是以大流量的C2H2气体作为反应气体,以纯铝作为反应金属溅射沉积的。因此,当减反层沉积结束后,铝靶表面形成淡黄色的Al-C或C涂层,造成靶表面中毒。 当沉积下一炉Al-N-Al太阳能选择性吸收涂层时,在清靶过程中,首先在玻璃内管外表面形成了C或Al-C涂层,然后才能沉积Al-N-Al太阳能选择性吸收涂层。当涂层进行500℃保温1h的高温热处理时,涂层中的C与残余氧反应,析出COx气体,造成涂层和玻璃内管外表面结合强度很差,导致涂层容易脱落。在靶中毒更严重的对应的玻璃内管位置更容易出现掉膜问题。 因此,在沉积Al-N-Al太阳能选择性吸收涂层的纯铝红外反射层前或Al-C减反层之后,应溅射或反应掉靶表面的Al-C和C涂层,防止在连续生产时单炉次沉积的清靶过程中,将靶表面残余的Al-C和C涂层溅射到玻璃内管表面,从而提高Al-N-Al太阳能选择性吸收涂层的膜基结合强度,同时保证涂层保持较高的太阳能吸收率,及沉积该涂层的太阳能集热管保持较低的热损。 2涂层沉积工艺和膜基结合强度试验 2.1试验条件 本试验采用的涂层沉积设备为SCS-700型触摸屏式磁控溅射镀膜机(衡阳真空机电设备有限公司生产)。试验用气体包括Ar、N2、O2、C2H2,气体纯度大于99.9%。其中Ar、N2采用同一进气管,O2、C2H2采用同一进气管,4种气体分别采用独立质量流量计控制。试验采用的样品为1800mm×¢37mm的太阳能集热管用硼硅3.3玻璃内管,管壁厚1.6mm。涂层吸收率测试设备为日本岛津UV-1301-PC型分光光度计。膜基结合强度则采用粘结胶带拉伸法进行定性检测。环境湿度30±2%RH,环境温度为25±2℃。 2.2选择性吸收涂层沉积工艺 本项目各组试验均在Al-N-Al太阳能选择性吸收涂层沉积工艺的基础上实施的。 工艺1:第N层充O2工艺。即在完成正常工艺的Al-N-Al太阳能选择性吸收涂层沉积工艺后,关闭C2H2,充入大流量O2,O2与Al靶表面的残余C发生反应,形成COx气体,通过真空抽气系统排出真空室,实现清除靶表面残余C的目的。同时,O2气体与Al靶发生反应溅射,在选择性吸收涂层外表面形成1nm~3nm厚的Al2O3涂层。由于沉积Al2O3涂层的时间短,溅射速率低,则涂层厚度低于10nm,故对涂层性能无负面影响。 工艺2:第N层充N2工艺。即在完成正常工艺的Al-N-Al太阳能选择性吸收涂层沉积工艺后,关闭C2H2,充入大流量的N2,并通过反应溅射作用清除掉Al靶表面的残余C,实现清除靶表面残余C的目的。同时,在选择性吸收涂层外表面形成1nm~3nm厚的Al-N-C复合涂层。由于沉积Al-N-C涂层的时间短,沉积速率低,涂层厚度低于10nm,故对涂层性能无负面影响。 工艺3:第0层充O2工艺。即在进行Al-N-Al太阳能选择性吸收涂层沉积工艺之前的清靶过程中,采用过量的O2气体,代替Ar,完成清靶工作,则靶表面的残余C与O2发生反应,形成COx气体,通过真空抽气系统排出真空室,实现清除靶表面C的目的。同时在玻璃内管外表面形成致密而牢固的Al2O3涂层,从而提高涂层的膜基结合强度。 上述3种工艺均对工艺实施后的Al-N-Al太阳能选择性吸收涂层膜基结合强度有影响,其中,工艺一和工艺二对连续生产的下一炉涂层的膜基结合强度有影响,工艺三则对本炉涂层的膜基结合强度有影响。 2.3不同气体的放电曲线试验 表1为不同O2气体流量条件下对应氧气放电电压和真空度。 表1O2放电曲线试验 层数1~678910 I(A)25 fAr(SCCM)60 fO2(SCCM)0~100120140160180 V(V)306~314271193162162 P(Pa)0.390.390.450.510.51 T(s)9090909090 根据表1可以看出,当开始充入O2并随O2流量增大时,靶电压从306V缓慢升到314V,此时,电压达到大值,对应流量为100SCCM,对应真空度为0.39Pa。当流量继续增大时,靶电压迅速下降,当流量达到160SCCM时,靶电压达到低值,为162V,并持续稳定,此时对应的真空度为0.51Pa。 表2N2放电曲线试验 层数1234567 I(A)25 fAr60 fN20203040505560 V(V)318270245210198180153 P(Pa)0.400.400.400.400.450.450.45 T(s)90909090909090 根据表2可以看出,当开始充入N2并随N2流量增大时,靶电压从318V开始下降,并在40SCCM之前的相应流量时,靶电压均能够保持相对的稳定,当流量达到50~55SCCM时,靶电压表现出强烈的不稳定,当流量达到60SCCM时,靶电压达到低,且能够保持相对的稳定,此时对应的真空度为0.45Pa。 根据多次重复试验结果,优化确定第N层充O2工艺的O2流量为160SCCM,时间为180s,第N层充N2工艺的N2流量为60SCCM,第0层充O2工艺的O2流量为60SCCM,相应时间分别为120s。 3试验结果与讨论 3.1涂层膜基结合强度试验分析 当对太阳能集热管进行热处理后,在真空条件下,上述4种工艺也均无自然掉膜现象。但打开外管后,正常Al–N-Al涂层部分出现自然掉膜现象,掉膜位置一般在与靶中毒较严重的对应的玻璃内管的位置,且采用粘结胶带拉伸法测试膜基结合强度时,出现大面积掉膜现象,而其他3种工艺则无明显的自然掉膜现象,采用粘结胶带拉伸法测试膜基结合强度,也无明显掉膜现象。 对上述4种工艺的涂层进行暴大气实验,结果显示,正常Al-N-Al涂层在暴大气12h后,上排气时,涂层出现自然掉膜现象,热处理后,在真空状态下,整根玻璃内管外表面涂层出现大面积脱落现象,而其他3种工艺无论是热处理前,还是热处理后均无自然掉膜现象,采用粘结胶带拉伸法测试膜基结合强度时,也无掉膜现象。 由此可见,正常Al-N-Al涂层的膜基结合强度较差是由于减反层沉积工艺中采用了含C的气体,在靶表面形成残余C,造成靶表面中毒,进而影响涂层的膜基结合强度,而采用上述3种工艺可以实现清除铝靶表面残余C的目的,从而提高Al-N-Al涂层的膜基结合强度。 3.2涂层吸收率试验结果分析 表5为Al-N-Al涂层在4种工艺条件下的吸收率。 表5不同工艺条件下涂层的吸收率 吸收率正常涂层工艺一工艺二工艺三 烤前无外管0.9300.8690.9610.931 烤后带外管0.8800.8890.881 由表5可知,在300nm~2400nm波段,正常Al-N-Al涂层对太阳能吸收率,烤前无外管时达到0.930,烤后带外管时则为0.880,而优化后能够实现清除铝靶表面残余C,且明显提高膜基结合强度的工艺一,即第N层充O2工艺的涂层对太阳能吸收率,烤前仅达到0.869,远远低于正常Al-N-Al涂层烤前的吸收率。采用第N层充N2工艺的涂层烤前吸收率则略有提高,而烤后吸收率仍能够保持在较高的水平,达到0.889,满足涂层对吸收率的要求。采用第0层充O2工艺的涂层烤前和烤后吸收率与正常涂层相比较,无明显变化。 表6为不同工艺条件下,Al-N-Al涂层在烤前和烤后的颜色。 表6不同工艺条件下图层颜色 涂层颜色正常涂层工艺一工艺二工艺三 烤前无外管紫兰色暗黄色紫兰色紫黄色 烤后带外管黑色黑黄色黑色黑色 由表6可以看出,与正常Al-N-Al涂层相比较,无论是烤前还是烤后,第N层充O2工艺涂层的颜色都发生了明显的变化。这表明在完成正常Al-N-Al涂层的沉积后进行的充O2工艺,该层涂层厚度较大,以致明显改变原有涂层的颜色,同时,也明显影响了涂层的吸收率。第N层充N2工艺涂层的颜色与正常Al-N-Al涂层相比较,基本保持一致,没有明显的变化,且对吸收率无不良影响,这表明在完成正常Al-N-Al涂层的沉积后进行的充N2工艺,该层涂层厚度较薄,以至基本不影响涂层的性能。 对于第N层充O2和充N2工艺而言,第N层工艺是在正常Al-N-Al涂层减反层工艺之后连续进行。因此,在反应气体中不但有相应的O2和N2气体的存在,也残留有C2H2气体。而C2H2气体与铝靶的反应溅射速率较高,因此导致第N层充O2和充N2工艺仍具有较高的溅射速率,特别是对第N层充O2工艺而言,该工艺涂层的沉积速率仍很高,在短时间内会沉积较厚的涂层,甚至改变涂层颜色,会影响了涂层的光学性能,这时涂层已经不完全表现为减反层的特性了。而对第N层充N2工艺而言,则在涂层颜色方面无明显变化,烤前吸收率虽然有一定的波动,烤后吸收率却基本没有降低,则该工艺涂层的沉积速率相对于第N层充O2工艺要小得多,且该层涂层能够不降低正常Al-N-Al涂层减反层的减反性能,也不影响涂层吸收率。 第0层充O2工艺对涂层颜色的影响较小,对吸收率的影响也较小。这是因为该工艺是在进行正常Al-N-Al涂层沉积之前的清靶过程中实施的,该层涂层处于正常Al-N-Al涂层和玻璃内管之间,因此,该工艺对Al-N-Al涂层的吸收率不会产生明显的影响。 由此可见,在正常Al-N-Al涂层沉积工艺基础上,实施的3种工艺中,第N层充O2工艺对涂层的吸收率有明显的负面影响,第N层充N2工艺对涂层的吸收率无负面影响,第0层充O2工艺对涂层的吸收率则无明显的影响。因此,采用上述3种工艺均可提高膜基结合强度,但第N层充O2工艺在涂层吸收率方面不能够满足技术要求,而第N层充N2工艺和第0层充O2工艺在涂层吸收率技术要求上均能够满足要求。 3.3不同工艺工艺的优化 不同工艺条件下Al-N-Al涂层的膜基结合强度和吸收率试验结果显示,上述3种工艺均能够提高Al-N-Al涂层的膜基结合强度,满足涂层膜基结合强度要求。 第N层充O2工艺对Al-N-Al涂层的吸收率影响较大,导致涂层吸收率不能满足技术要求,在重复试验中也表现出强烈的不稳定性,长时间大流量的O2气体也有可能对真空系统造成损害。因此,在Al-N-Al涂层沉积工艺基础上实施第N层充O2工艺不符合要求。 第N层充N2工艺和第0层充O2工艺均能够满足涂层吸收率的要求。因此,在正常Al-N-Al涂层沉积工艺基础上,实施这两种工艺均能够符合要求。 在正常Al-N-Al涂层沉积工艺过程中,分别采用了Ar、N、C2H23种反应气体。在涂层沉积工艺实施前的清靶过程中,一般采用Ar气体实施清靶工作,如果采用第0层充O2工艺,不但改变了Al-N-Al涂层沉积工艺流程,使沉积工艺变得相对复杂,且需要在原有设备上增加O2气体的管路和控制系统,增加了涂层沉积设备的成本和复杂程度,也相对增加了工艺实施的难度。另外,在长时间大流量O2气体反应溅射条件下,也有可能对设备造成一定的损害。 相对于上述两种工艺而言,第N层充N2工艺则仅需要在正常Al-N-Al涂层沉积工艺基础上,在减反层沉积结束后,连续实施2分钟的充N2工艺,即在原有涂层工艺基础上增加一层过量充N2反应溅射的工艺即可满足涂层试验要求,而不需要对设备控制进行较大的改造,也不必增加新的气体和气体管路。 由此可见,在正常Al-N-Al涂层沉积工艺基础上以提高涂层的膜基结合强度,且不影响涂层的吸收率为目的的工艺改进中,第N层充N2工艺更符合目前生产的技术改进要求。 3.4第N层充N2工艺吸收曲线分析 图1为正常Al-N-Al工艺和第N层充N2工艺涂层热处理前吸收/反射曲线图,波长测量范围为300nm~2400nm。其中,BC17ZAB1为正常Al-N-Al涂层吸收/反射曲线,BC17ZAB2为在正常Al-N-Al涂层工艺基础上实施第N层充N2工艺涂层吸收/反射曲线。 由图1可以看出,与正常Al-N-Al涂层曲线比较,第N层充N2工艺的涂层曲线有向长波方向移动的趋势,且在300nm~600nm之间,曲线向上抬起,吸收率下降,而600nm~2400nm之间曲线则呈现下压趋势,使吸收率略有上升,但整体吸收率却在充N2前后,由0.957下降到0.947,而曲线走势基本一致,仅在头部出现突变。 图2热处理后集热管涂层吸收/反射曲线 图2为正常Al-N-Al工艺和第N层充N2工艺涂层热处理后吸收/反射曲线图,波长测量范围为300nm~2400nm。其中,BC17ZHB1为正常Al-N-Al涂层吸收/反射曲线,BC17ZHB2为在正常Al-N-Al涂层工艺基础上实施第N层充N2工艺涂层吸收/反射曲线。 由图2可以看出,在热处理后,太阳能集热管表面两种工艺涂层的吸收曲线基本相近,曲线走势也基本相同,仅在750nm~2000nm波段,第N层充N2工艺涂层曲线略低一点,而烤后吸收率分别为0.918和0.922,变化很小。因此,尽管两组曲线在热处理前有一定的差别,而热处理后却曲线走势基本相同,整个曲线走势在充N2前后均表现出干涉曲线形状。由此可见,在正常Al-N-Al涂层工艺基础上实施第N层充N2工艺,热处理后基本上不影响涂层的吸收率及曲线的干涉走势,保持了紫金涂层的干涉特征。 经过一个月左右的连续生产验证,实施第N层充N2工艺的Al-N-Al涂层的膜基结合强度均得到明显改善,没有一根太阳能集热管因为镀膜原因出现涂层脱落的问。而太阳能集热管涂层吸收率也符合技术要求,且太阳能集热管的热损均低于0.80W/m2,满足太阳能集热管的热损技术标准。 4结论 1.在正常Al-N-Al涂层沉积工艺基础上实施第N层充O2工艺、第N层充N2工艺和第0层充O2工艺均能够显著提高涂层膜基结合强度。 2.在正常Al-N-Al涂层沉积工艺基础上实施第N层充O2工艺,则对会明显降低涂层的吸收率,导致涂层吸收率不合格,而第N层充N2工艺和第0层充O2工艺对涂层吸收率无明显的负面影响。 3.在正常Al-N-Al涂层工艺基础上实施第N层充N2工艺,其涂层的吸收/反射曲线走势与正常Al-N-Al涂层吸收/反射曲线走势基本一致,保持了涂层的干涉特征。 4.相对于第0层充O2工艺而言,在现有设备和工艺基础上实施第N层充N2工艺则更容易一些。 5.连续生产验证,在正常Al-N-Al涂层工艺基础上实施的第N层充N2工艺涂层性能稳定,相关技术要求符合检验要求。 参考文献 1殷志强.全玻璃真空太阳集热管北京:科学出版社1998.77~117







![[客服]](http://www.shyfjn.com/wp-content/themes/msl1224/index/pa.gif)

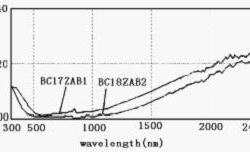
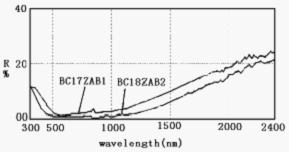
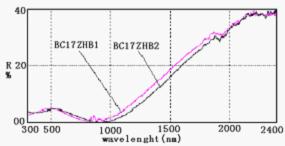 图2热处理后集热管涂层吸收/反射曲线
图2热处理后集热管涂层吸收/反射曲线